Zur K 2019 zeigt die Christmann Kunststofftechnik GmbH, Kierspe, als exklusive Babyplast-Service- und Vertriebsgesellschaft für die Länder Deutschland, Österreich und die deutschsprachige Schweiz, wie heute eine Kleinstteileproduktion energetisch und qualitativ […]
Zur K 2019 zeigt die Christmann Kunststofftechnik GmbH, Kierspe, als exklusive Babyplast-Service- und Vertriebsgesellschaft für die Länder Deutschland, Österreich und die deutschsprachige Schweiz, wie heute eine Kleinstteileproduktion energetisch und qualitativ überzeugend ablaufen kann. Mit den kleinen, robusten Maschinen lassen sich auf engstem Raum hochwertige Verfahren anwenden und High-Tech-Werkstoffe prozesssicher verarbeiten. Mikrospritzgießen auf Mikrospritzgießmaschinen bedeutet hohe Energieeffizienz und Nachhaltigkeit plus Wertschöpfung.

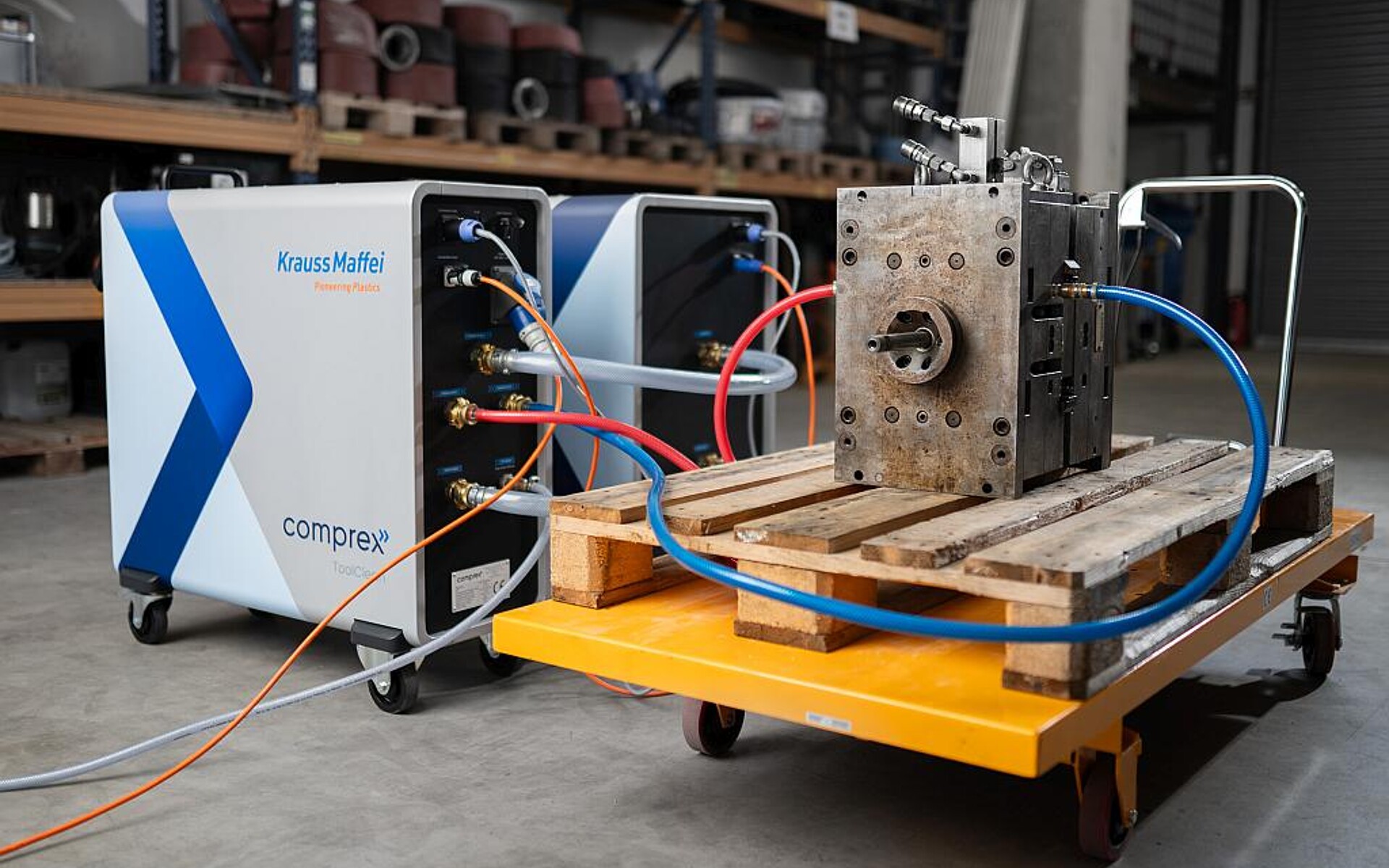
Mikrospitzgießmaschine babyplast 6/10 PT LSR mit integrierter LSR-Prozessgestaltung. (Foto: Christmann)
Auf der K 2019 stellt Babyplast zwei ambitionierte Exponate in den Fokus des Messeauftritts. Zum einen eine angussfreie Produktion von Stopfen zur Dämpfung, Dämmung oder Dichtung aus LSR (Liquid Silicone Rubber), also Flüssigsilikon. Dabei handelt es sich um ein Gemeinschaftsprojekt von Industriepartnern mit UNIpace von der Universität Kassel, Institut für Werkstofftechnik, Kunststofftechnik. Industriepartner von Babyplast sind die 2 Komponenten Maschinenbau GmbH, Marienheide, und die CHT Germany GmbH, Tübingen. Das zweite Exponat thematisiert eine Reinraumfertigung bei A-Tech, Plewiska (Polen). Die Babyplast-Maschine produziert Verschlusskappen für Augentropfen aus LDPE, einem anspruchsvollen Massenartikel, mit einem 4-fach-Werkzeug. Drei weitere Exponate runden den Messeauftritt ab, darunter ein 6-Achs-Industrieroboter mit der Bezeichnung „HORST“.
Vorteile des LSR-Spritzgießen
Der Rohstoffpreis von Silikonkautschuken als Hochleistungselastomere ist im Vergleich zu anderen Elastomeren hoch. Daher kann es von Vorteil sein, den Preis eines Bauteils durch eine Dichtereduktion zu senken. Eine Möglichkeit besteht darin, mit expandierbaren thermoplastischen Mikrosphären geschäumte Silikonbauteile aus LSR herzustellen. Verarbeitet wird das Gemisch im Spritzgießprozess, wodurch eine Vielzahl an komplexen Bauteilen z.B. auch mit Hinterschnitten möglich ist. Bekanntlich lassen sich durch geschlossenzellige Integralschäume auch weitere Funktionalitäten bei Formteilen herstellen.
Dichtereduzierte LSR-Spritzgießtechnik im Mikroformat

Dr.-Ing. Ralf-Urs Giesen, Geschäftsführer UNIpace: „Mit der LSR-Mikroproduktion auf einer babyplast 6/10PT LSR wollen wir zeigen, wie einfach und vor allem wirtschaftlich eine dichtereduzierte LSR-Produktion sein kann.“ (Foto: UNIpace)
Auf der K 2019 zeigen Babyplast und die Partner des Gemeinschaftsprojektes einen Stopfen aus LSR. Er dient als Beispielprodukt einer dichtereduzierten LSR-Mikroproduktion (Teilegewicht = Schussgewicht 0,75 g). Vergleichbare Produkte werden als Gehörschutz oder als Stopfen für Schwimmer verwendet. Als Maschine kommt eine horizontal arbeitende Babyplast 6/12PT LSR zum Einsatz. Das 1-fach Werkzeug der Uni Kassel verfügt über eine Direktanspritzung. Teilegewicht ist gleich Schussgewicht: Der Artikel wird direkt über die Nadelverschlussdüse der Maschinen angespritzt und ist dadurch angusslos. Das Material ist ein ALPA-LSR 450201 von CHT Germany.

LSR-Stopfen: Teilegewicht ist gleich Einspritzgewicht: Der Artikel wird direkt über die Nadelverschlussdüse der Maschinen angespritzt und ist dadurch angusslos. (Foto: Christmann)
Dr.-Ing. Ralf-Urs Giesen, Geschäftsführer von UNIpace, kommentiert: „Dichtereduziertes Vulkanisieren bedeutet: Für das Schäumen wird dem LSR ein sehr geringer Anteil – kleiner drei Gewichts-Prozent – an Mikrosphären Unicell MS 140 DS von Tramaco zugefügt.“ Dazu werden die Mikrosphären einer der beiden LSR-Komponenten bereits vor der Spritzgießverarbeitung zugesetzt. Die Misch- und Dosieranlage SilcoStar Mini der 2 Komponenten Maschinenbau GmbH fördert und dosiert die beiden Komponenten A + B im Mischungsverhältnis 1:1. Anschließend homogenisiert ein Statikmischer die Mikrosphären des Materials an der Babyplast-Spritzgießmaschine. Das LSR-Gemisch wird auf dem Förderweg bis in den Maschinenkolben aktiv gekühlt. Die Dosierung übernimmt die Steuerung der Babyplast 6/12PT LSR. Sie ist dazu unter anderem mit einer pneumatisch betätigten Längsnadel-Verschlussdüse zum Werkzeug hin ausgerüstet.

Porenstruktur im LSR-Schaum. (Foto: Christmann)
Beim Schließen des Spritzgießwerkzeugs wird über eine Pumpe die Kavität evakuiert. Beim Einspritzvorgang öffnet die Maschinendüse und der Spritzkolben verdrängt das aufdosierte LSR-Gemenge über die wassergekühlte Düse in das elektrisch beheizte Spritzgießwerkzeug. Nach der volumetrischen Füllung schließt die Nadel die Kavität hermetisch ab. Die Vulkanisation im Werkzeug erfolgt bei einer vergleichsweise niedrigen Temperatur von ca. 150°C. Die Mikrosphären erhalten so eine längere Zeit zum Expandieren. Dr.-Ing. Ralf-Urs Giesen erklärt dazu: „Die Aufgabenstellung unserer LSR-Produktion ist klar definiert: Bei diesem Prozess muss ein Gleichgewicht zwischen der Expansion und der Vernetzung gefunden werden. Bestenfalls kann hier eine Gewichtsersparnis von bis zu 50 % erzielt werden.“ Nach Ablauf der Vulkanisation öffnet das Werkzeug und der fertige Stopfen wird mittels eines Auswerfers im Werkzeug im freien Fall entformt. Die Stopfen sind auch ohne Nachbehandlung wie Tempern etc. sofort gebrauchsfertig. Dr.-Ing. Ralf-Urs Giesen: „Mit der LSR-Mikroproduktion auf einer Babyplast 6/12PT LSR wollen wir zeigen, wie einfach und vor allem wirtschaftlich eine dichtereduzierte LSR-Produktion sein kann.“
Verschlusskappen für Augentropfen
Ein weiteres Highlight unter den Exponaten ist eine Massenproduktion von Artikeln für die Pharmaindustrie. Der Babyplast-Kunde A-Tech aus Polen produziert mit seinen Babyplast Maschinen Typ 6/12PT unter Reinraumbedingungen der Klasse 8. Die laut Babyplast kleinste Spritzgießmaschine der Welt nimmt nur 0,6 m² Fläche im kostenintensiven Reinraum ein. Dabei emittiert die Maschine kaum Abwärme und Partikel, also nur minimale Kontaminationen, was die Unterhaltskosten des Reinraums wesentlich senkt. Mit einer Geräuschemission von 68 dB arbeitet sie zudem im „Flüstermodus“. Das 4-fach-Kaltkanal-Werkzeug von A-Tech produziert in einer Zykluszeit von 10 s eine Verschlusskappe für Augentropfen. Das Artikelgewicht liegt bei 0,47 g, das Gesamtschussgewicht bei 1,865 g in LDPE. A-Tech verfügt über einen eigenen Werkzeugbau, ergänzt um den Bau von Montageautomaten. Bei A-Tech sind derzeit acht Babyplast-Maschinen im 24/7-Dreischichtbetrieb im Einsatz. „Die Maschinen sind sehr robust und bieten uns eine Reihe von Vorteilen, eben, weil sie so klein sind und optimal auf die Kleinstteileproduktion zugeschnitten sind“, sagt Andrzej Zielaskowski, Inhaber von A-Tech.

Reinraumtauglich, wirtschaftlich und direkt in den Beutel: Andrzej Zielaskowski, Inhaber von A-Tech mit Werkzeug zur Produktion von Verschlusskappen für Augentropfen aus LDPE auf einer babyplast 6/10PT (Foto: A-Tech)
Die Besonderheit des Exponates liegt in einer durchdachten Produktionsphilosophie: Klassisch würde man diesen Artikel auf einer größeren Spritzgießmaschine mit einem Heißkanal-Werkzeug höherer Kavitätenanzahl produzieren. Dadurch würden sich jedoch a) die Anschaffungskosten und b) die Beschaffungszeit für das Werkzeug als auch c) die Betriebskosten im Reinraum wesentlich erhöhen. Drei Faktoren, die man optimieren kann, wenn eine Mikroproduktion auch konsequent mit Mikrospritzgießmaschinen durchgeführt wird. Mit der Babyplast-Philosophie ist A-Tech wesentlich schneller produktionsbereit für neue Artikel sowie bei Artikelwechsel und kann bei steigender Nachfrage über die Anzahl der Werkzeuge die Produktionsmenge einfach steuern, um damit die Produktion zu harmonisieren. Und das Ganze zu vorteiligen Investitions- und Produktionskosten.
Kleinteileproduktion einfach und effizient automatisieren

Ein einfacher und effizienter Ansatz für die Automatisierung der Kleinstteileproduktion: Industrieroboter HORST von fruitcore robotics. (Foto: fruitcore robotics)
Auf der Messe werden noch drei weitere Themen mit Exponaten aufgegriffen: eines dieser Themen ist die Automatisierung von Industrieprozessen. Fallbeispiel ist der „Fidget-Spinner“, ein Spielzeug, welches aus einem mittig platzierten Kugellager und mehreren Auslegern besteht. Als Lösung für die Insert-Technik kommt eine vertikale Babyplast-Maschine Typ 610 VPT zum Einsatz. Die Besonderheit der Anwendung ist der Industrieroboter HORST (Highly Optimized Robotic Systems Technology) von fruitcore robotics aus Konstanz. Er bestückt vollautomatisch das Spritzgießwerkzeug mit den dazu erforderlichen vier Einlegeteilen. HORST ist ein leistungsfähiger 6-Achs-Industrieroboter, der ohne Fachkenntnisse schnell implementiert und einfach programmiert werden kann. Mit der graphischen Benutzeroberfläche der Software horstFX kann der Nutzer sowohl einfache als auch komplexe Anwendungen in kurzer Zeit programmieren.
Größe im Kleinen setzt Maßstäbe

Höhere Teilegüte einer Pinzette: Prozessüberwachungs- und -regelsystem ComoNeo überwacht den Werkzeuginnendruck und Temperatur in beiden Kavitäten und ermöglicht eine werkzeuginnendruckabhängige Regelung des Umschaltpunkts von Spritzdruck auf Nachdruck (Darstellung der Messpunkte). (Foto: Christmann)
Ein Exponat greift die Werkzeugsensorik auf, ein Thema von zunehmender Bedeutung, wenn die Teilegüte gesteigert werden soll. Das Beispiel kommt aus der Medizintechnik: Auf einer horizontalen Babyplast 6/12PT mit großer Spritzeinheit (Kolbenvolumen 25 ccm) wird eine Pinzette (Teilegewicht 8,4 g; Material Kebater A9045 schwarz 9091 der Barlog Plastics GmbH, Overath) mit einem 2-fach-Werkzeug in Heißkanaltechnik von Günther produziert. Herzstück der Mikroanlage ist das Prozessüberwachungs- und -regelsystem ComoNeo von Kistler aus Winterthur (Schweiz). Der ComoNeo überwacht in beiden Kavitäten sowohl den Werkzeuginnendruck als auch die Werkzeugwandtemperatur. ComoNeo erfasst die Daten an zwei aussagefähigen Stellen: angussnah und am Fließwegende. Der ComoNeo ermöglicht damit zum einen eine werkzeuginnendruckabhängige Regelung des Umschaltpunkts von Spritzdruck auf Nachdruck. Das Füllverhalten der Kavitäten wird so optimal gestaltet, um höchste Teilegüte sicherzustellen. Zum anderen werden damit eindrucksvoll die Reproduzierbarkeit und Prozessfähigkeit dieser kleinen, aber feinen Produktionslösung unter Beweis gestellt. Last but not least: Auf dem Stand 07-SC08 der TU Dresden wird eine innovative Automationslösung gezeigt. Mit dabei, ein Zusatzspritzaggregat von Babyplast, welches im Markt sehr beliebt ist, wenn es darum geht, in die Mehrkomponententechnik einzusteigen.
Konsequent anders: Mikrospritzgießen auf Mikrospritzgießmaschinen
Die Alleinstellung der vertikalen und horizontalen Spritzgießmaschinen von Babyplast zeigt sich in der Größe mit minimalem Platzbedarf, also Footprint in der „Tischanlagenklasse“. „Unsere Maschinen sind kaum größer als professionelle Kaffeemaschinen und für so manchen Fertigungsleiter ist dies sehr ungewöhnlich zu sehen – und zu verstehen, welche Chancen in einer solchen Konzeption liegen“, so Marc Tesche, geschäftsführender Gesellschafter der Christmann Kunststofftechnik GmbH. Die kompakte Größe bedeutet, dass man umdenken muss. Mikrospritzgießteile werden folglich auch auf Mikrospritzgießmaschinen gefertigt und nicht auf überdimensionierten Standardspritzgießmaschinen mit hohen Kavitätenanzahlen der Werkzeuge und dem damit verbundenen höheren Prozessrisiko. Dies berücksichtigt, dass die gar nicht benötigten Schließkräfte, energetisch aufwendiges Temperieren von größeren Stahlvolumina und höhere Investitionen in Werkzeuge ausgeklammert werden können. Die smarten Maschinen von Babyplast sind gegenüber konventionellen, überdimensionierten Spritzgießmaschinen energetisch klar im Vorteil.
Diese Mikrospritzgießmaschinen zeigen aber vor allem in puncto Qualität der Teile ihre Stärken. Kurze Fließwege bis hin zu angussfreien Teilen bei extrem kurzen und materialschonenden Verweilzeiten werden möglich. Alle diese Effekte schlagen sich schlussendlich in der Güte der Teile nieder. Das ist vor allem relevant, weil viele Mikrospritzteile aus sehr hochwertigen Werkstoffen, wie POM, LSR, TPE / TPU oder Silikon bestehen und sie auch überwiegend in sehr anspruchsvollen Branchen, wie Elektrotechnik, Medizintechnik oder Automotive nachgefragt werden. Verwender betonen oft auch den hohen Grad an Flexibilität in der Produktion. „Kleine und autarke Fertigungszellen haben den Vorteil einer höheren Flexibilität, weil mehrere Anlagen parallel betrieben werden können“, sagt Marc Tesche. Die Produktion unterliegt so weniger Schwankungen und verläuft wesentlich kontinuierlicher. Die Maschinen bieten neben Kostenvorteilen sogar eine verbesserte Prozessgestaltung. Einsparungen durch die geringe Menge an eingesetztem Material oder auch angussfreie Lösungen schlagen gerade in der Teilepreiskalkulation voll durch. „Wenn man konsequent eine Mikrospritzgießfertigung optimieren will, dann ist eine Babyplast die Maschine der Wahl. Kleiner, aber feiner“, so Tesche weiter.