Wenn carbonfaserverstärkte Thermoplaste auf Direktverschraubungssysteme treffen, mangelte es oft an Prozesssicherheit und Korrosionsbeständigkeit. Nun hat die Lehvoss Group eine neue Lösung des Schraubenherstellers baier & michels untersucht und positive bewertet.
Materialmix, Kosteneffizienz, Nachhaltigkeit – kunststoffverarbeitende Unternehmen müssen mitunter gegenläufige Herausforderungen in Einklang bringen. Wenn es dabei um kunststoffgerechte Fügetechniken der Bauteile geht, dann gehört die Direktverschraubung zu den etablierten Lösungen. Sie reduziert den Arbeits- und Zeitaufwand, weil zum Beispiel das Einbetten eines Inserts entfällt. Hinzu kommt: Durch den Umformprozess der Direktverschraubung entstehen keine störenden Späne.

Nach dem Salzsprühnebeltest: Im Vergleich zu marktüblichen gewindeformenden Schrauben weist die b&m-Carbonplast beim Einsatz in carbonfaserverstärkten Kunststoffen keine Korrosionsreaktion auf. (Foto: b&m / Rüdiger Dunker)
Und im Gegensatz zu Klebeverbindungen kann man die Schraube immer wieder zerstörungsfrei de- und remontieren, um neben Reparaturen eine sortenreine Trennung und Wiederverwertung der verschiedenen Werkstoffe zu ermöglichen. „Dabei spielt es fast keine Rolle“, sagt Maxim Ort, Anwendungstechniker beim Schraubenhersteller baier & michels (b&m) aus Ober-Ramstadt / Rohrbach, „mit welchen Materialien thermoplastische Kunststoffe verstärkt sind. Bis auf eine wesentliche Ausnahme.“ In hochfesten Strukturwerkstoffen mit Carbonfaseranteilen von 15 bis zu 50 % galten Direktverschraubungslösungen laut Ort vor allem wegen des Korrosionsrisikos über lange Zeit als nicht realisierbar. „Dadurch stießen die Konstrukteure bei CFK-Bauteilen regelmäßig an ihre technischen Grenzen.“
Nun ist es b&m, Mitglied der Würth-Gruppe, gelungen, eine geeignete Direktverschraubung zu erarbeiten: Die b&m-Carbonplast ist für carbonfaserverstärkte Thermoplaste ausgelegt. Durch die Verwendung eines Sonderstahls zur Herstellung der Schraube ist ein direkter Kontakt mit der Carbonfaser umsetzbar, ohne dass es zu einer Korrosionsreaktion kommt. Darüber hinaus sind die Gewindespitzen resistent gegen den abrasiven Verschleiß der Fasern. Dabei haben die b&m-Entwickler ebenfalls die Gewindegeometrie angepasst, um den Materialfluss zu begünstigen und um so Radialspannungen signifikant zu reduzieren, die zum Bruch des Schraubdoms führen könnten.

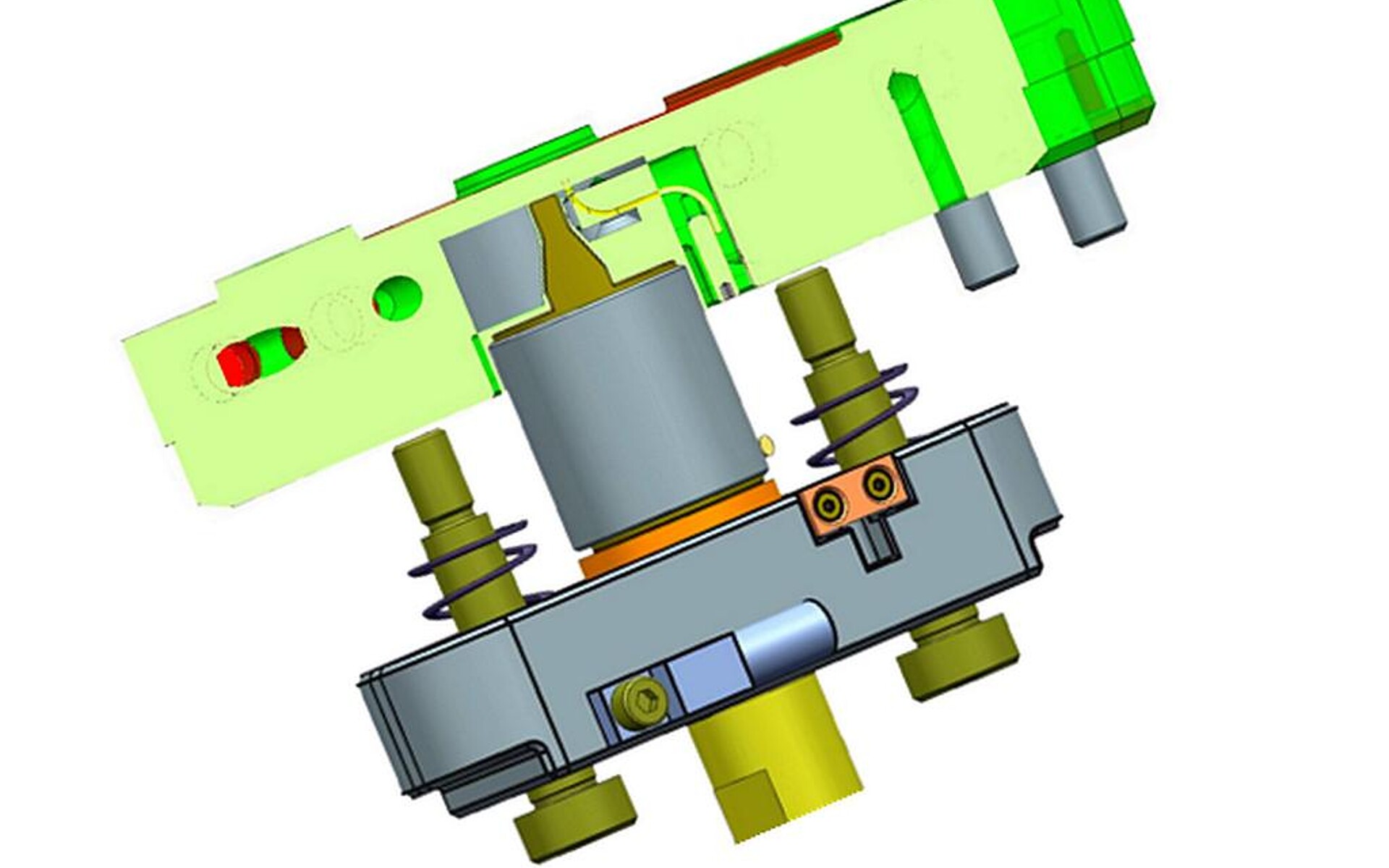
Angepasste Geometrie: Der abgerundeter Gewindegrund der b&m-Carbonplast sorgt für einen homogenen Materialfluss des Kunststoffs in die Gewindezwischenräume. Durch die hohe Flankenüberdeckung lassen sich deutlich bessere Auszugskräfte erreichen. (Abb.: b&m)
Lehvoss, Hamburg, hat das Direktverschraubungssystem gemeinsam mit b&m umfassend untersucht. Im Fokus standen drei Hochleistungscompounds der Produktlinie Luvocom CF, die je einen Carbonfasergehalt von 30 % aufweisen. Die Polymerbasis: PA 66, PPS und PEEK. „Im Vergleich zu konventionellen CF-Kurzfaser-Compounds erreichen unsere maßgeschneiderten Varianten deutlich höhere Festigkeiten, Steifigkeiten und gleichzeitig Schlagzähigkeiten“, erklärt Eric Folz, Market Development Manager bei Lehvoss.
Zielgruppe für solche Kunststoffe sind Folz zufolge Produktdesigner in Bereichen wie Premium-Automobilbau und Luftfahrt sowie Maschinenkomponenten und Sportartikel. „Wir sprechen hier von hochfesten Bauteilen, unter anderem für Fahrzeuganwendungen, Drohnen und Fahrräder, aber auch für Foto- und Filmausrüstungen oder Medizingeräte.“ Sein Fazit: „Die Verschraubung unserer Luvocom-CF-Werkstoffe ist mit der b&m-Carbonplast problemlos und prozesssicher umsetzbar.“
In der ersten Versuchsreihe kamen gespritzte Tuben mit einem Kernloch-Durchmesser von 4 mm und 1° Konizität zum Einsatz, im zweiten Durchgang wurden die Tuben – Durchmesser 4,2 mm – mit einer konischen Reibahle (1°) aufgerieben. Die Einschraubtiefe lag bei 12 mm, als Einschraubdrehzahl wählten die Lehvoss-Fachleute in Absprache mit b&m 200 U/min. Um bestmögliche Verschraubungskennwerte zu erreichen, empfiehlt b&m-Anwendungstechniker Maxim Ort, einen optimalen Vorlochdurchmesser zu bestimmen, damit ein günstiges Verhältnis zwischen Furchmoment (MF) und Versagensmoment (MV) entstehen und die Wertestreuung gering bleiben kann. „Je größer der Abstand zwischen MF und MV, desto größer ist die Sicherheit innerhalb der Verschraubung. Dabei sollte man stets ein maximales Versagensmoment anstreben.“
Über die Praxistests mit der gewindeformenden b&m-Carbonplast sagt Lehvoss-Experte Folz: „Es gibt keine Domaufbrüche und keinen abrasiven Verschleiß, der die Leistungsfähigkeit der Schraube mindern würde, weder an der Gewindeflanke noch an der Gewindespitze.“ Dafür seien Korrosionsbeständigkeit und ein Einfließen des Kunststoffs in Richtung des Schraubenkerns klar erkennbar. Als weiteren Vorteil dieser Verschraubungsart nennt Folz die Herstellung elektrisch leitfähiger Verbindungen, also etwa Erdungspunkte. Nach der erfolgreichen Zusammenarbeit in Bezug auf Kurzfasermaterialien analysieren b&m und Lehvoss die b&m-Carbonplast aktuell auch in Carbon-Langfaser-Thermoplasten.