Die Systeme zur internen Formenkühlung IACS von Wittmann, Wien (Österreich), verkürzen beim Blasformen die Kühlzeit, reduzieren Spannungen im fertiggestellten Produkt und senken die Kristallisationsraten. Bei allen Blasformverfahren in der Kunststoffindustrie […]

IACS für den Blasform-Prozess: Links der Blow Molding Booster (BMB) und rechts der Blow Air Chiller (BAC). (Fotos: Wittmann)
Bei allen Blasformverfahren in der Kunststoffindustrie stellt die Kühlung der Kunststoffteile einen der kritischsten Schritte dar. Bei diesem Arbeitsschritt kann durch die Wahl der richtigen Technik die größte Ersparnis an Zeit und Material realisiert werden.
Üblicherweise entstehen die Teile beim Blasformen durch das Einbringen von Druckluft, die das heiße Material von innen gegen die Form drückt, wobei die Teile dann lediglich an der Formwand durch den Einsatz von Kaltwasser gekühlt werden. Dabei entstehen aufgrund der Temperaturdifferenz zwischen Innen- und Außenwand der Teile nicht nur Materialspannungen, es kommt auch zu einer wesentlich langsameren Abfuhr der Wärme, da diese lediglich über die Außenwand der geformten Teile geschieht. Hier kommen nun die Internal Air Cooling Systems (IACS) von Wittmann zum Einsatz. Die zusätzliche Innenwand-Kühlung der Teile, die mit kalter Druckluft erzielt wird, kann in der Regel zu einer Produktionssteigerung von mindestens 15 % führen. Zumeist seien noch bessere Werte zu erzielen, heißt es bei Wittmann. Die deutliche Reduktion von Materialspannungen erlaube darüber hinaus eine Materialeinsparung von bis zu 10 % des Produktgewichts, wobei das Fertigteil immer noch die auch schon zuvor durchgeführten Dichtheits-, Fall- und Belastungsprüfungen bestehe. Die Amortisationszeit für ein solches Internal Air Cooling System liege erfahrungsgemäß bei deutlich unter einem Jahr.
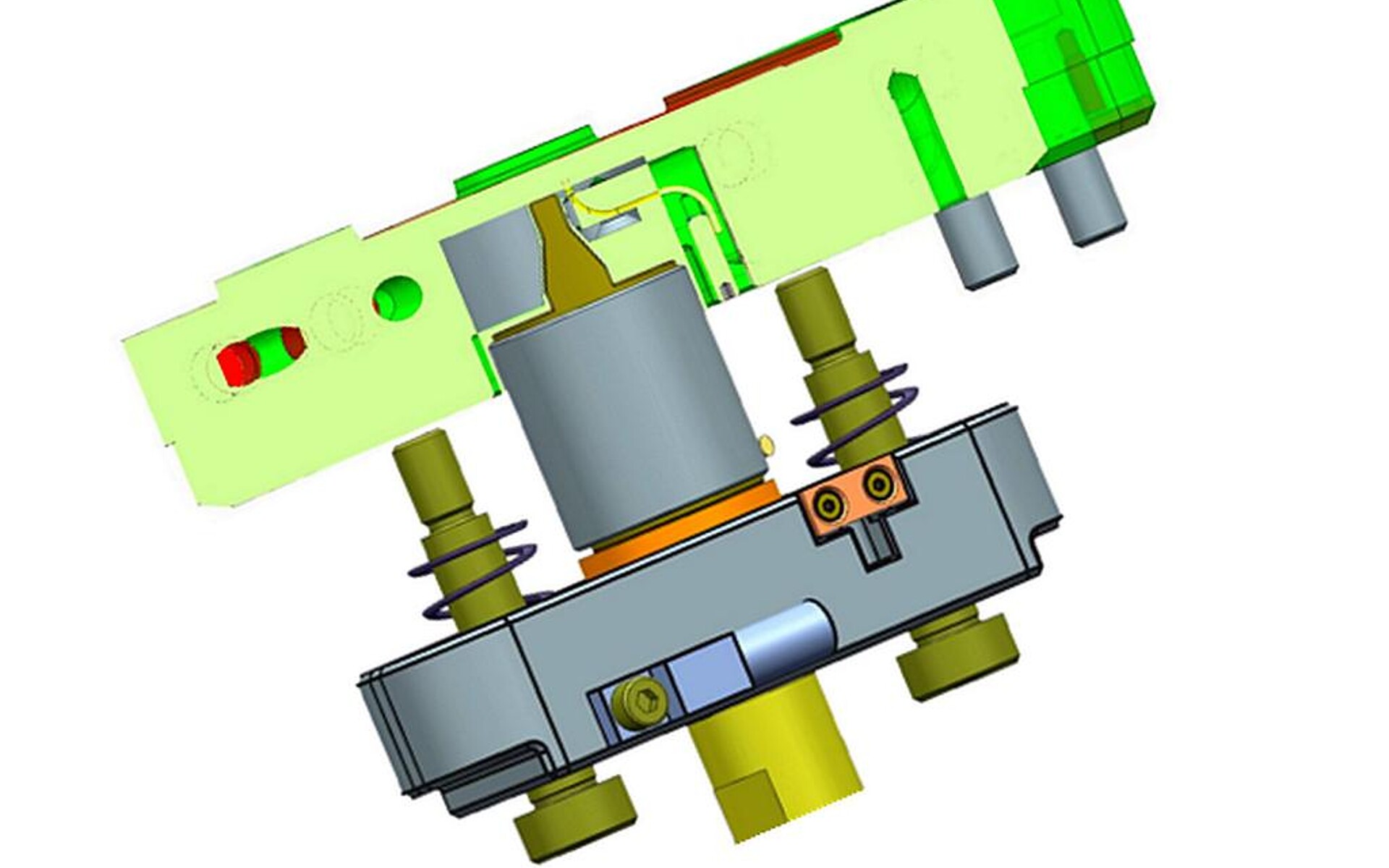
Ein solches System zur internen Formenkühlung besteht zunächst aus einem Druckluftkühlgerät. Hierbei handelt es sich entweder um den Blow Molding Booster (BMB), der für eine Drucklufttemperatur von etwa 5 °C sorgt, oder um den Blow Air Chiller (BAC), der die Druckluft auf etwa -35 °C abkühlt. Speziell entwickelte Blasventilblöcke (BVB) steuern über eine Kontrollbox die verschiedenen Abläufe: den Fluss der Druckluft durch einen Blasdorn in das Innere des Produkts, und über eine kontrollierte Entlüftung den anschließenden Abfluss der Druckluft aus dem Produkt heraus. Für jedes einzelne Produkt, welches im Blasformprozess auf diese Weise gekühlt werden soll, muss eigens ein spezieller Blasdorn entwickelt werden, denn die jeweils präzise vorzunehmende unterschiedliche Luftverteilung im Innern des jeweiligen Produkts spielt hier eine immens wichtige Rolle, wie auch das jeweils richtige Verhältnis von Zu- und Abluft.
Produktionssteigerung von bis zu über 50 %
Der Blow Molding Booster (BMB) ist kompakt, wartungsfrei und unkompliziert bezüglich der Druckluftqualität. Die Luftaustrittstemperatur liegt stets über dem Gefrierbereich, womit keine aufwändige Trocknung der Druckluft benötigt wird, und sich die Frage nach einem hierbei zu verwendenden Öl erst gar nicht stellt. Wichtig ist lediglich, dass die Druckluft zwischen 6 bis 15 bar aufweist und ausreichend gefiltertes Kaltwasser mit maximal 15 °C zur Verfügung gestellt wird. Blow Molding Booster sind in drei verschiedenen Größen für Druckluftmengen zwischen 160 und 600 Nm³/h erhältlich und erzielen in der Regel eine Produktionssteigerung zwischen 10 und 35 %. Die kompakte Bauweise dieser Geräte erlaubt in den meisten Fällen eine direkte Installation auf der Produktionsmaschine, was die Zuleitungen kurz hält und den Bodenbereich in der Produktion nicht unnötig verstellt.
Der Blow Air Chiller (BAC) ist komplexer im Aufbau und verlangt eine entsprechende Druckluftqualität mit einem Druck zwischen 7 und 15 bar, einem Restölgehalt von 0,01 mg/m³ und einem Drucktaupunkt von 5 °C bei 7 bar (oder niedriger). Von Zeit zu Zeit ist auch das hier zum Einsatz kommende Molekularsieb einer Wartung zu unterziehen.
Dieser Aufwand führt zu Produktionszuwächsen von 15 bis über 50 %. In manchen Fällen konnte sogar schon eine Verkürzung der Blas- und Entlüftungszeit auf ein Drittel des ursprünglichen Werts erzielt werden. Beim Blow Air Chiller wird die verwendete Druckluft durch den internen Pressure Air Dryer (PAD) geführt, der mit einem Molekularsieb ausgestattet ist, welches sich durch den Einsatz trockener Druckluft regeneriert.
Der Taupunkt der Prozessluft wird unter -40 °C abgesenkt, damit sich im System kein Eis bilden kann. Die die Abläufe steuernden Blasventilblöcke sind für den Einsatz bei derart niedrigen Temperaturen ausgelegt. Auch beim Blow Air Chiller wird Kaltwasser mit maximal 15 °C benötigt – bei einem Druck von 3 bis 8 bar. Der Blow Air Chiller verfügen über den am Gerät eingebauten FIT-Regler, ein Steuerungsdisplay, auf dem die Prozessvisualisierung erfolgt, und über welches auf alle relevanten Gerätedaten zugegriffen werden kann. Hier besteht auch die Möglichkeit, Daten zu speichern und über spezielle Steuerungsfunktionen an andere Verarbeitungsmaschinen weiterzugeben.